ダイヤモンド砥石の台金(コア)について
ダイヤモンド砥石やcBN砥石は構造上、砥粒の入った「砥層」部分と、この砥層を固定している「コア(台金部分)」とに分かれます。この台金をフランジに取り付けることによって、平面研削盤や円筒研削盤などで加工することができるようになります。したがって、この台金部分の精度は砥石の中でも非常に重要な部分となります。
台金の精度のよしあしが砥石の振れに影響し、加工精度を決めてしまう重要な部分です。台金に穴などが掘ってあるダイヤモンドホイールがあるのは、重量のバランスを取るためです。フランジに取り付ける部分の表面に傷などがつくと、ミクロレベルでは表面が盛り上がってしまうため、これも精度に影響します。
砥石のコア形状の例
このダイヤモンドホイール等の台金は大別すると、ストレートタイプとカップタイプの二種類に分類できます。砥層の形状やネジ穴の形状をはじめ、様々な加工に対応できるよう細かい規格が定められています。
スポンサーリンク
コアの材質
台金の材質として最も一般的な材質はアルミです。加工性に優れているだけでなく、軽く、コストにも優れており、台金として最もよく見られる材質の一つです。鉄やハイス(高速度鋼)、スチール系、鋳物なども場合により台金の材質として選択されます。
砥石の精度を支える根幹
砥層がどれだけ優れていても、台金がゆがんでいたり、形状があわなければ砥石として使うことはできません。砥石以上に重要な部分ともいえます。
砥石の形状例
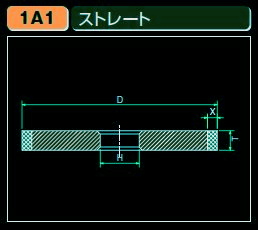
円筒研削盤、平面研削盤をはじめ、数多くの研削盤で使われる1A1タイプです。D(外径)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)を指定します。
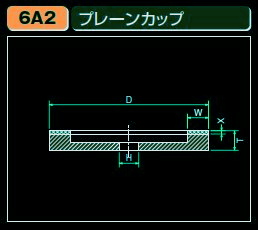
プレーンカップの6A2タイプです。ガラスの面取りをはじめ、応用事例の多い砥石形状です。D(外径)、W(砥層巾)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)を指定します。
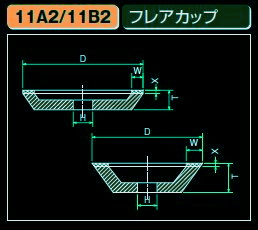
11A2、11B2はカップタイプの砥石のうち、テーパーの付いたものです。D(外径)、W(砥層巾)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)のほか、フランジと接する底部の長さも指定します。
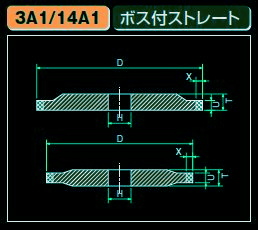
3A1は片側にボス、14A1は両側にボスがついたストレートタイプの砥石です。厚みの調整も自由に出来ますので、D(外径)、U(砥層巾)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)を指定します。
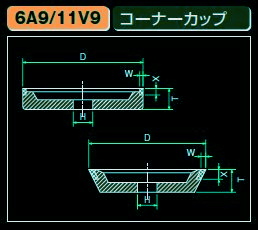
6A9はカップ砥石の外周(コーナー)に砥層をつけたタイプです。外周や角もあわせて使う場合に便利な形状です。D(外径)、W(砥層巾)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)のほか、フランジと接する底部の長さも指定します。
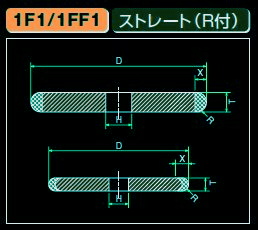
1F1、1FF1はストレートタイプの砥石のうち、砥層にR形状がつけられたタイプです。D(外径)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)のほか、Rも指定します。
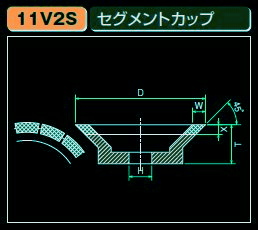
11V2はカップ型のうち、セグメントタイプのカップホイールです。砥層がリングのように連続しているタイプをリムタイプとも呼んだりしますが、このように砥層がチップ状になって分かれているものをセグメントと呼び習わしています。セグメントタイプは、加工物に接する砥石にかかる負荷を上げる設計が基本にあり、切れ味を重視する場合に選ばれることがあります。
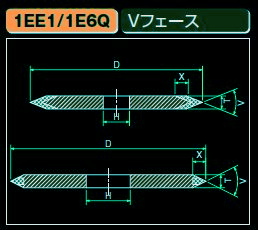
1EE1タイプは、通称Vフェース、V砥石と呼ばれるストレートタイプの砥石です。先端がV字状に尖っており、先端部のR指定がなされるものもあります。D(外径)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)のほか、V部分の角度も指定します。
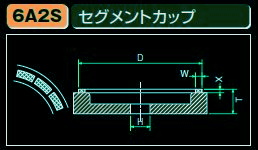
6A2Sタイプは、通常のプレーンカップの砥層をセグメント状にしたものです。砥層にかかる負荷があがるため、加工物への切り込みや切れ味に影響します。セグメントのチップ間の角の損耗には注意が必要です。D(外径)、W(砥層巾)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)のほか、フランジと接する底部の長さ、チップの数も指定します。
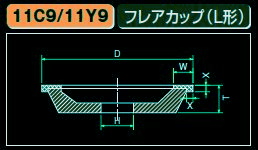
11C9タイプは、カップタイプのうちフレアカップと呼ばれる砥石です。砥石の上部だけでなく、外周部にも砥層がせり出しており、外周と端面の双方を使う必要がある場合に便利です。D(外径)、W(砥層巾)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)のほか、フランジと接する底部の長さ、外周部側にせり出したXの厚みも指定します。
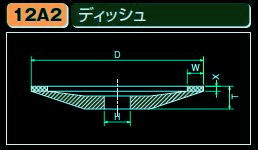
12A2はディッシュ型の砥石で、台金(コア)部の厚みTをあまり多く取れない機械やテーパーが必要な場合に重宝されます。こちらもカップ砥石と同様、D(外径)、W(砥層巾)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)のほか、フランジと接する底部の長さも指定します。
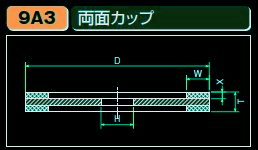
9A3は、コアの上下に砥層リングがついた両面カップタイプの砥石で、両頭研削などに使われます。カップタイプと同じく、D(外径)、W(砥層巾)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)を指定します。
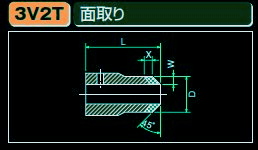
3V2Tタイプは面取り、内面研削の面取りなどに使われるタイプの砥石で、形状はストレートやカップというよりは、軸付砥石に近いです。D(外径)、W(砥層巾)、X(砥層厚)、L(シャンク長さ)、先端角度がある場合はその角度も指定します。
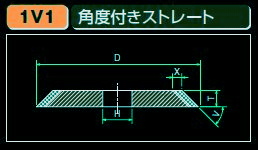
1V1タイプは、先端に角度が付いたストレートタイプの砥石で、ピニオンや刃先などの研磨にも便利です。D(外径)、X(砥層厚)、T(台金コア厚み)、H(フランジ取付けの穴径)のほか、先端V部分の角度も指定します。
