ネジ深さ、下穴深さはどれくらい必要か
ネジを受ける下穴の深さはネジ深さとも言いますが、ネジと同等の長さをあけておけばよいというものではなく、下穴は有効ねじ長さに対しては長めにあけておく必要があります。
というのも、下図のように下穴余裕深さの部位は、一番タップの食いつき部9山はあったほうがよいということになります。
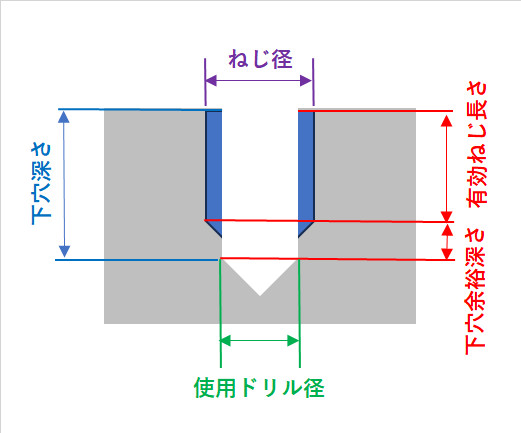
タップの先端は食いつき部になるので、この長さを余分に見ておく必要があります。
下穴深さというのは、計算式で示すと「有効ねじ長さ」+「下穴余裕深さ」の合計値になります。 有効ねじ長さとは、端的に言えば、ねじ山が切られている部位のことです。ただし、不完全ねじ部を除いて、面取りを含む部分の長さの部位となります。
下穴余裕深さの目安は下表(一番タップ食いつき部9山前提)になります。
| ねじ径 | M3 | M4 | M5 | M6 | M8 | M10 |
|---|---|---|---|---|---|---|
| 使用ドリル径 | 2.5 | 3.3 | 4.2 | 5.0 | 6.8 | 8.5 |
| 下穴余裕深さ | 5以上 | 6以上 | 7以上 | 8以上 | 9以上 | 10以上 |
スポンサーリンク
