ラインバランス率の計算での求め方
ラインバランスとは、複数の工程をつないで成り立っている製造ラインにおいて、工程間の作業時間のバランスをパーセントで示したものです。
ラインバランス率の計算方法は、あるひとつのラインでの各工程の所要時間の合計を、もっとも時間のかかるネック工程の時間とそのラインの総工程数をかけた値で割ったものです。計算式は下記のようになります。

ラインバランスの計算方法
下表の例で見ると、このラインは4つの工程で成り立っており、それぞれの作業時間は、22、35、18、15となっています。もっとも作業に時間がかかっているネック工程は、2工程の35となります。
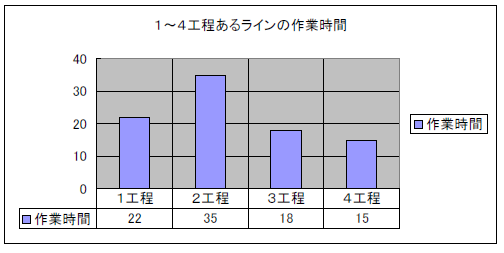
ラインバランスを計算すると、各工程の所要時間合計は、22、35、18、15となりますので、90となります。ネック工程35x4(工程数)は140となるので、90÷140x100でおおよそ64%というのがこの生産ラインにおけるラインバランスとなります。
工程ごとに作業時間が大きく異なると、ライン生産を行っている場合、ある工程にだけ仕掛品がたまってしまい、効率よく生産ライン上に物が流れていきません。時間のかかる次工程の人は、なかなか仕掛品が流れてこないので待っている必要が出てきますし、時間がかかるラインの人は大忙しであるにも関わらず、前工程から次々に仕掛品が流れてきて、自工程にどんどん在庫がたまってしまいます。
ラインバランス率が85%〜90%以上あれば、前工程からの仕掛品が流れてくるのを待つ状態である「手待ち」や「工程間の在庫」はあまり溜まらないといわれます。
ラインバランスは、前後工程の作業時間を同じにするという作業分担が前提にある考え方となり、これによりムダを省いた効率的な生産につなげる、と発想です。
ラインバランスの編成効率が悪い場合の改善方法
この事例のようにラインバランスが悪い場合は、どうすればよいのでしょうか。端的にいえば、ネック工程を解消することが、ラインバランス率向上につながります。
ネック工程を解消する前には、ラインバランス分析を行い、ネック工程がどこで、その工程における人や機械の稼働率がどうなっているか、低くしている要因は何かを突き止めておく必要があります。また工程能力が仕事量が増えたときに十分にあるかどうかも考察が必要です。日程ごとにみた場合の仕事量についてもバランスがとれているか、バランスをとるためにはどのような方法が考えられるかについても検討しておく必要があります。
ネック工程を解消する方法についてはこちらで詳細を紹介いたします。
スポンサーリンク
